There are pressing fit and cooling fit for inserting the bearing into the housing.
cooling fit
Nitrogen and dry ice are used for cooling fit. Compared to pressing fit, it can acheive more accurate installation. Shrinkage fit can deteriorate the bearing function.
pressing fit
In general, mandrel and press machine are used for pressing the oil-less bearing into the housing. As indicated on the figure, oil-less bearing is pressed into the housinghe with jig (fixing device) by a small press. In case of pressing large product, chamfering should be made on the bearing external diameter and housing internal diameter first before using the oil.
Jig mandrel
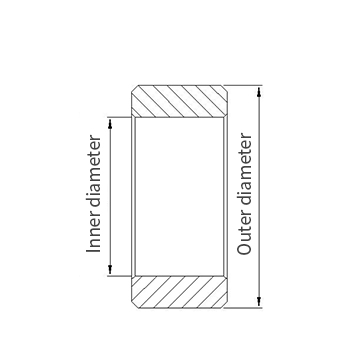
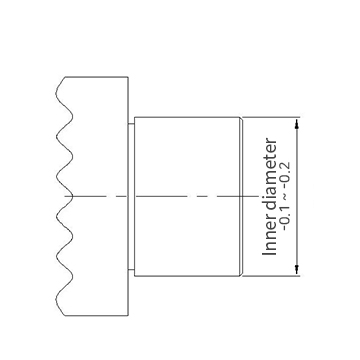
Bushing
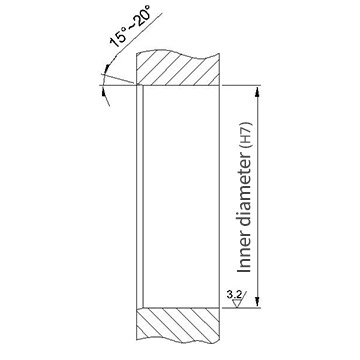
Housing
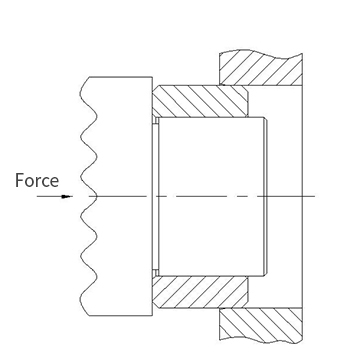
Press fitting
Caution
- Shaft should be ground (Ra0.8) in principle.
- Be sure to comply with the tolerance indicated on the dimension table of the catalog for the housing and shaft.
- Be sure to maintain bearing shaft horizontally so that it is not tilted to one side.
- Recommended to use the sealing to prevent foreign substance from flowing in.
- Hardening does not have to be applied on the shaft, but life cycle can be extended if it's chrome plated.
ΔD ≒ D x a x (T0-T1)
Heat expansion coefficient
#500SP : a = 2.2 X 10-5℃
#500B : a = 1.8 X 10-5℃
#500F : a = 1.2 X 10-5℃
* Refer to it for below diameter 500 mm
Ex) #500SP I.D 100 x O.D 130 x 100L
Room temperature 20℃, Cooling temperature -70℃
ΔD = 130 x 2.2 x 0.00001 X (20 - (-70)) = 0.2574